 (044) 392 22 71
(044) 392 22 71 (050) 012 22 71
(050) 012 22 71 (067) 462 22 71
(067) 462 22 71 (093) 170 22 71
(093) 170 22 71 sales@radiodetali.com.ua
sales@radiodetali.com.ua Наша сторінка у Фейсбук
Наша сторінка у Фейсбук
Друга сходинка. Конденсатори (частина друга)
Статтю переглянули: 11750 человек
Конденсатори (частина друга).
Доброго здоров'я, шановний читачу. Продовжимо огляд конденсаторів (попередня стаття циклу тут).
 Як елемент електронних схем конденсатор має характерні умовні позначення. За допомогою таких значків на схемах чітко вказують різновид застосованого елемента, його номінал. Давайте розглянемо їх більш детальніше.
Як елемент електронних схем конденсатор має характерні умовні позначення. За допомогою таких значків на схемах чітко вказують різновид застосованого елемента, його номінал. Давайте розглянемо їх більш детальніше.
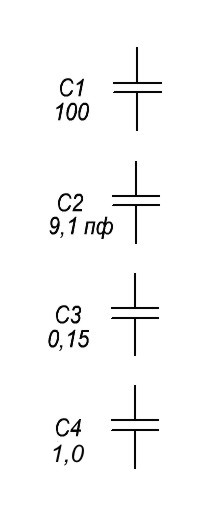
Конденсатор позначаємо двома паралельними смужками, які символізують його обкладинки і мають виводи від середини. Поряд пишемо індекс елемента – літеру С (від латинського capacitor) та його порядковий номер. Через невеличкий інтервал або під індексом вказуємо номінал ємності конденсатора.
Якщо величина ємності від 0 до 9999 пФ та й до того ж ціле число, то літер не пишемо [С1]. Якщо ж ємність має вигляд десяткового дробу, вказуємо одиницю виміру – пФ [С2].
Ємність конденсаторів від 10 000 пФ (0,01 мкФ) до 999 000 000 пФ (999 мкФ) позначаємо її у мікрофарадах, у вигляді десяткового дробу [С3], навіть якщо це число ціле – пишемо кому і нуль [С4].
Вказане вище стосується "звичайних" конденсаторів, а от для електролітичних – позначення матимуть дещо інший вигляд.
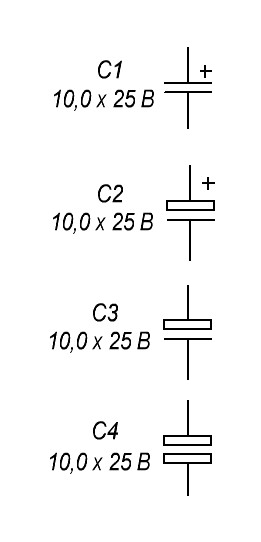
Позаяк такі конденсатори відрізняються чітко обумовленою полярністю, до їхнього позначення додаємо символ позначення позитивної обкладинки [С1].
Наявність коми у написі ємності вже є ознакою того, що вона виражена через мікрофаради (мкФ). Хоча можна не використовуючи форми десяткового дробу, після цифри величини ємності вказати одиницю – мкФ.
Досить часто використовується і альтернативне позначення електролітичного конденсатора. В ньому позитивну обкладинку малюємо не зафарбованим прямокутником [С2].
Така форма позначення дозволяє навіть не вказувати значок «+», адже цей символ має досить чітке визначення полярності [С3].
У попередньому дописі я згадував неполярні конденсатори, вони теж мають свій власний символ [С4].
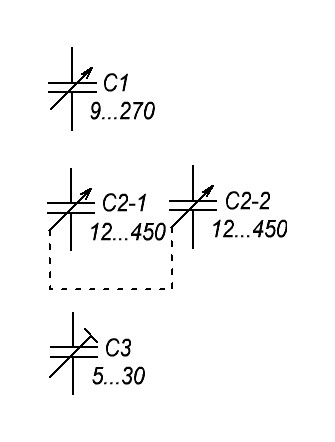 Слід згадати змінні та підстроювальні конденсатори. Такі види елементів теж мають суто власні позначення.
Слід згадати змінні та підстроювальні конденсатори. Такі види елементів теж мають суто власні позначення.
Змінний конденсатор позначаємо так само як і звичайний, різниця полягає лише в тому, що його символ перекреслюємо стрілочкою. Як на малюнку праворуч [С1].
Якщо у пристрої використовується багатосекційний змінний конденсатор, кінці стрілочок, які є ознакою змінної ємності таких секцій, що належать одному фізичному елементу, з'єднуємо пунктирною лінією [С2].
У підстроювального конденсатора позначення схоже, тільки перекреслене воно не стрілочкою, а такою собі рискою з перпендикулярним, тупим закінченням[С3].
Ви мабуть звернули увагу на позначення ємності таких непостійних елементів. Вона вказується від найменшого значення до найбільшого через крапки.
Це не всі можливі символи для зображення різноманітних конденсаторів. У високочастотній схемотехніці використовуються прохідні та опорні конденсатори. Існують конденсатори виконані по два-три в одному корпусі. В силовій електроніці можна зустріти електроліти, негативним електродом яких є корпус.
Усі ці нюанси засвояться з часом. Під час роботи з різноманітними пристроями певних напрямків.
Конденсатори, як і резистори, допускають з'єднання – як послідовне так і паралельне. От тільки поводять себе вони у таких з'єднаннях зовсім не так, як резистори.
Давайте розглянемо уважніше.
Ми вже знаємо, що при збільшенні площі обкладинки конденсатора його ємність збільшується. Такий самий ефект ми отримаємо при паралельному з'єднанні конденсаторів, адже це практично те ж саме, що й збільшити площу обкладинки. Отже:
При паралельному з'єднанні загальна ємність групи конденсаторів
дорівнює сумі ємностей елементів цієї групи.
С заг.пар. = С1+С2+С3+С4 + … Сn
Згадайте, резистори поводять себе навпаки, їхній опір зменшується. Це слід розуміти і пам'ятати.
Наприклад: При паралельному з'єднанні двох конденсаторів з номіналом 110 пФ та 220 пФ сумарна ємність складе
С заг.пар. = С1+С2 = 110+220 = 330 пФ
Послідовне з'єднання конденсаторів має зворотний ефект. При послідовному з'єднанні їхня загальна ємність зменшується і стає меншою ніж ємність найменшого елемента у групі.
При послідовному з'єднанні загальна ємність групи конденсаторів
дорівнює сумі величин обернених ємностей елементів цієї групи.
1/С заг.пос. = 1/С1+1/С2+1/С3+1/С4 + … 1/Сn
Наприклад: При послідовному з'єднанні двох конденсаторів з номіналом 110 пФ та 220 пФ сумарна ємність складе
1/С заг.пос. = 1/С1+1/С2 = (С1•С2)/(С1+С2) = (110•220)/(110+220) = 73,33 пФ
Я гадаю, ви зрозуміли математичне перетворення виразу 1/С1+1/С2 до вигляду (С1•С2)/(С1+С2), так простіше рахувати.
Теж, на відміну від резисторів, опір яких при послідовному з'єднанні – збільшується
 Послідовне та паралельне з'єднання конденсаторів використовують для отримання необхідної ємності.
Послідовне та паралельне з'єднання конденсаторів використовують для отримання необхідної ємності.
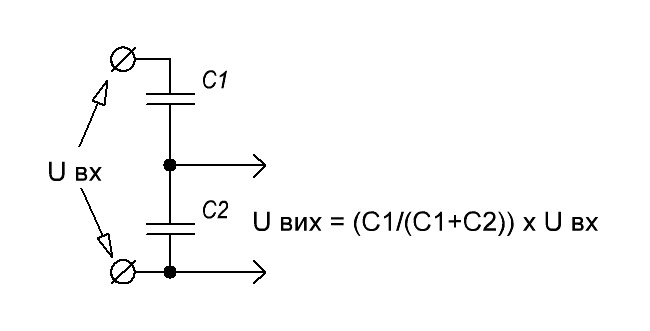
Завдяки реактивному опору, властивості якого яскраво розкриваються саме у колах змінних та пульсуючих напруг та сигналів, конденсатор може використовуватися як подільник напруги, за аналогією з подільником напруги на резисторах.
Слід зауважити, що на практиці, найчастіше, використовується паралельне з'єднання конденсаторів, та незалежно від цього, знати правила визначення ємності при будь-якому виді комбінацій необхідно, хоча б для того, щоб правильно проаналізувати роботу певних кіл.
У цифровій електроніці, якій ми будемо приділяти більше уваги, основними сигналами, якщо брати узагальнено, є два – рівень нуля та рівень одиниці. Саме тому деякі особливості електронних компонентів, яскравим прикладом чого і може бути конденсатор, тут не мають особливого значення. На відміну від аналогового напрямку.
Аналогова електроніка безпосередньо працює із сигналами різноманітної форми, їхнім рівнем (амплітудою), частотою, формою. Саме в аналоговій електроніці розкриваються особливості таких елементів як конденсатори, елементи індуктивності (які ми будемо розглядати у наступних дописах).
Тож більш детальніше різновиди сигналів, їхні особливості, використання конденсаторів та індуктивностей у їхніх колах розглянемо трохи пізніше.
А цього разу зауважу, що в колах постійного струму, цифровій електроніці, конденсатори, в основному, використовуються для захисту кіл живлення та сигналів від імпульсних перешкод, з метою формування фронтів імпульсів управління.
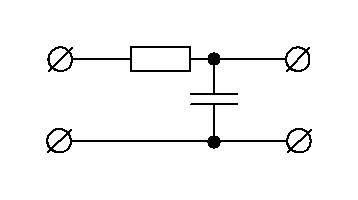
Інтегральна ланка, не що інше, як фільтр нижніх частот. Така ланка пропускає постійну складову сигналу, тоді як високочастотні імпульси будуть відрізані саме впливом ємності. Завдяки такій властивості вона широко застосовується для захисту кіл живлення від високочастотних імпульсних перешкод.
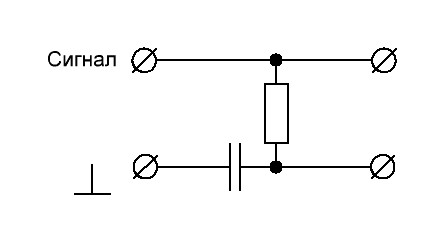
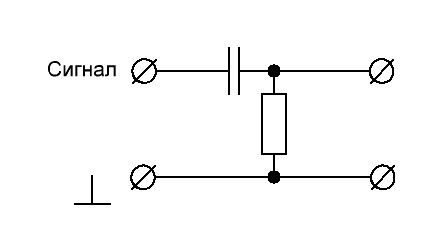 Диференційна ланка робить усе навпаки. Вона пропускає високочастотну складову і зовсім не пропускає постійну, тому й називається фільтром високих частот. В залежності від типу підключення та номіналу компонентів (зміни сталої часу), за допомогою таких ланок домагаються виділення чітких фронтів, або спадів прямокутних імпульсів, що буває досить корисним для формування реакції схеми на фронт чи спад імпульсу.
Диференційна ланка робить усе навпаки. Вона пропускає високочастотну складову і зовсім не пропускає постійну, тому й називається фільтром високих частот. В залежності від типу підключення та номіналу компонентів (зміни сталої часу), за допомогою таких ланок домагаються виділення чітких фронтів, або спадів прямокутних імпульсів, що буває досить корисним для формування реакції схеми на фронт чи спад імпульсу.
До речі, слід зауважити, що спарений дріт чи то багатожильний кабель живлення змінним струмом (силовий), або аналогічний дріт чи кабель передачі сигналу (сигнальний) мають усі властивості інтегральної ланки. Зверніть увагу на її схему. Резистор – це опір дротів (який залежить від їхньої довжини), а ємність – то фактична ємність між розташованими поруч провідниками струму, чи то сигналу. А якщо до сигнального кабелю додати ще його індуктивну складову – матимемо неймовірні спотворення сигналу (звісно, це залежить від довжини). На практиці, для боротьби з таким явищем, використовують різноманітні технологічні хитрощі. Таким способом є, наприклад, скручування пар дротів у сигнальних кабелів (яскравий приклад – мережевий сигнальний кабель "звита пара"), використання репітерів (проміжних приймально-передавальних підсилювачів), та й інші.
-------------------------------------------------------------------
ВІДСТУП
про інструменти та приладдя для паяння
У сьогоднішньому відступі розглянемо основну технологічну операцію без якої неможливе заняття електронікою – паяння.
Робота з паяльником, паяння компонентів на плату, розпаювання з метою вилучення пошкоджених елементів чи комплектних запчастин – це і є основна технологічна операція без якої неможливе заняття електронікою.
Втім, окрім набуття знань, умінь та навичок аматору доведеться поповнити свій парк інструментів паяльником, пристосуваннями для нього і матеріалами для паяння: флюсом, припоєм.
Тож і почнемо наш огляд саме з паяльника.
Які, на сьогодні, використовуються технології паяння? Які паяльники існують? Який паяльник, на мою думку, варто обрати аматору? Які паяльники знадобляться аматору у подальшій роботі?
На вісі ці запитання спробую дати відповіді.
Сьогодні для аматорів виробники пропонують досить широкий спектр технологічних паяльних пристосувань.
 |
Це платформи нижнього теплового підігріву, що підігрівають друковану плату разом із розташованими на ній елементами струменем гарячого повітря знизу. |
 |
Станції інфрачервоного локального нагріву, які нагрівають суто місця пайки компонентів інфрачервоними променями за допомогою спеціальної маски. Обладнані додатково платформами нижнього підігріву |
 |
Паяльні ванни (тиглі), де у ванні плюскотить розплавлений припій. |
 |
Паяльні станції: від простих, зі звичайним регулятором нагріву, до більш професійних – з паяльником та повітряним феном, який призначений для плавлення припою струменем розігрітого повітря. |
 |
Про всі ці технологічні пристосування аматори раніше могли лише мріяти. Інша річ у їхній ціновій доступності, втім, це питання відносне.
Будь-який з цих технологічних апаратів має певні, суто специфічні, переваги і призначений для проведення операції паяння-розпаювання для певного виду компонентів.
Втім, найпоширенішим інструментом для роботи аматора є, і мабуть ще довгий час лишатиметься звичайний паяльник. Тож саме паяльник, як основний пристрій аматора-початківця для паяння, ми і розглянемо.
 Паяльники також бувають різними. І їх не оминув прогрес.
Паяльники також бувають різними. І їх не оминув прогрес.
 Найбільш поширені та доступні паяльники мають звичайний дротяний ніхромовий нагрівач, який розташований на обоймі навколо жала. У більш дорожчих моделей такий нагрівач ховається всередині порожнистого жала, нагріваючи його зсередини. Існують паяльники з нагрівачем виконаним на основі електропровідної кераміки, не плутайте з ніхромовими нагрівачами у керамічному корпусі. Керамічний нагрівач більш досконаліший, надійніший, довговічніший і дорожчий. Є паяльники з вмонтованими у нагрівач термоелементами. Вони використовуються у складі паяльних станцій. Наявність такого датчика температури дозволяє більш-менш точно підтримувати задану температуру жала за рахунок зворотного зв'язку.
Найбільш поширені та доступні паяльники мають звичайний дротяний ніхромовий нагрівач, який розташований на обоймі навколо жала. У більш дорожчих моделей такий нагрівач ховається всередині порожнистого жала, нагріваючи його зсередини. Існують паяльники з нагрівачем виконаним на основі електропровідної кераміки, не плутайте з ніхромовими нагрівачами у керамічному корпусі. Керамічний нагрівач більш досконаліший, надійніший, довговічніший і дорожчий. Є паяльники з вмонтованими у нагрівач термоелементами. Вони використовуються у складі паяльних станцій. Наявність такого датчика температури дозволяє більш-менш точно підтримувати задану температуру жала за рахунок зворотного зв'язку.
Для таких різних типів паяльників існують різні типи жал.
 Найпростіше – це звичайне мідне жало, в магазинах такі жала продають у вигляді хромованих прутків. Таке покриття запобігає окисленню поверхні мідного прутка і утворення на ньому шару чорного непривабливого нагару-окислу. Зверніть увагу, навіть такі жала мають різний діаметр. Найбільш поширені жала діаметром 4 та 6 мм.
Найпростіше – це звичайне мідне жало, в магазинах такі жала продають у вигляді хромованих прутків. Таке покриття запобігає окисленню поверхні мідного прутка і утворення на ньому шару чорного непривабливого нагару-окислу. Зверніть увагу, навіть такі жала мають різний діаметр. Найбільш поширені жала діаметром 4 та 6 мм.
Для паяльників з внутрішнім розташуванням нагрівача використовуються порожнисті жала, різні за розмірами та моделями. Такі жала виготовляють з металів, що практично не реагують на кисень повітря і не утворюють чорної плівки нагару на своїй поверхні. А от на його кінчик наноситься спеціальне напилювання яке покращує адгезію матеріалу жала до припою.
Такі жала, звісно брендові, справді служать надійно і довго, але за умови дотримання певних правил їхньої експлуатації. Це неначебто якісний автомобіль. Він потребує певних правил поводження, якісних паливно-мастильних матеріалів, обслуговування досвідченим персоналом.
 Існують жала, які коштують неначе п'ятеро дешевих паяльників. Це так звані "картридж-жала", тобто жало виконане монолітом з керамічним нагрівачем і термопарою. При виході з ладу одного з елементів такого жала, міняється повністю увесь картридж. Позаяк на робочий кінчик заборонено впливати будь-якими механічними чинниками, такі жала, для задоволення потреб аматорів та професіоналів, виготовляються з різноманітними формами робочої частини: конічні, пласкі – "викрутка", конічні зі зрізаним кінчиком, у формі ножа, конічні із зігнутим кінчиком (яке, власне, і подане на світлині).
Існують жала, які коштують неначе п'ятеро дешевих паяльників. Це так звані "картридж-жала", тобто жало виконане монолітом з керамічним нагрівачем і термопарою. При виході з ладу одного з елементів такого жала, міняється повністю увесь картридж. Позаяк на робочий кінчик заборонено впливати будь-якими механічними чинниками, такі жала, для задоволення потреб аматорів та професіоналів, виготовляються з різноманітними формами робочої частини: конічні, пласкі – "викрутка", конічні зі зрізаним кінчиком, у формі ножа, конічні із зігнутим кінчиком (яке, власне, і подане на світлині).
До речі, заборона фізичного впливу на кінчики подібних жал, стосується не лише жал-картриджів, а й порожнистих жал, жал-прутків. Тобто жал виготовлених з не мідних матеріалів з напилюванням робочого кінчика. Причина досить проста, пошкодження шару напилювання призведе до втрати здатності такого жала утримувати припій на робочій частині. Технологія догляду за такими жалами відрізняється від суто мідних.
 Отже, поступово ми підійшли до питання: який паяльник обрати аматору-початківцю? З цього приводу можна прочитати безліч порад і рекомендацій. Хтось радить неодмінно купувати паяльник з керамічним нагрівачем та металевими хромованими жалами. Хтось радить, чого б це не було варте, купувати відразу паяльну станцію із феном. Я маю інший погляд, це найпростіший варіант – звичайний паяльник з ніхромовим нагрівачем та простим прутковим жалом. Зверніть увагу таке жало мусить кріпитися не накидною гайкою, а звичайним гвинтом чи двома. Чому так? Спробую пояснити.
Отже, поступово ми підійшли до питання: який паяльник обрати аматору-початківцю? З цього приводу можна прочитати безліч порад і рекомендацій. Хтось радить неодмінно купувати паяльник з керамічним нагрівачем та металевими хромованими жалами. Хтось радить, чого б це не було варте, купувати відразу паяльну станцію із феном. Я маю інший погляд, це найпростіший варіант – звичайний паяльник з ніхромовим нагрівачем та простим прутковим жалом. Зверніть увагу таке жало мусить кріпитися не накидною гайкою, а звичайним гвинтом чи двома. Чому так? Спробую пояснити.
 Отже, найліпшим для початківця, на мій погляд, буде паяльник потужністю 25-30 ватів з дерев'яним руків'ям та ніхромовим нагрівачем з прутковим жалом, яке кріпиться за допомогою гвинтового затискача.
Отже, найліпшим для початківця, на мій погляд, буде паяльник потужністю 25-30 ватів з дерев'яним руків'ям та ніхромовим нагрівачем з прутковим жалом, яке кріпиться за допомогою гвинтового затискача.
По-перше. Дерев'яне руків'я погано проводить температуру, отже буде більш комфортнішим у роботі. Обравши дешевий паяльник із пластиковим руків'ям ви не матимете гарантії, що виробник використав якісний пластик із гарними теплоізоляційними властивостями. Майте це на увазі.
По-друге. На відміну від жал, які кріпляться накидною гайкою і мають особливу форму з вінчиком, для такого паяльника, у якості жала, ви можете використати будь-який мідний пруток підходящого діаметру, скажімо шматочок жилки силового електричного кабелю. Що з ним робити потім, трохи нижче.
 По-третє. В магазинах продаються як мідні не вкриті шаром хрому жала, так і хромовані мідні жала. Також ви можете придбати металеве жало з напиленим кінчиком, щоб випробувати такий варіант, і зрозуміти різницю у роботі та обслуговуванні не мідних жал.
По-третє. В магазинах продаються як мідні не вкриті шаром хрому жала, так і хромовані мідні жала. Також ви можете придбати металеве жало з напиленим кінчиком, щоб випробувати такий варіант, і зрозуміти різницю у роботі та обслуговуванні не мідних жал.
Ну і нарешті по-четверте. Це найдешевший і мало-затратний варіант. А той, хто вважає звичайне мідне жало учорашнім днем, повірте мені – просто не має досвіду роботи з таким матеріалом і не знає що з ним робити.
Тож із паяльником ми визначилися. Наступний крок, підготовка паяльника до роботи з готовими та саморобними жалами.
Зміна жала у таких паяльників проводиться досить легко, розкручуєте гвинт затискання і міняєте жало на інше. Якщо не торкатися до розжареного жала руками, таку операцію можна проводити навіть не вимикаючи паяльника – оперативно, при потребі.
Підготовка жала зводиться до зачищення його потрібної робочої частини, до з'явлення свіжого блиску міді, розігріву, занурення у флюс (каніфоль), і вкривання підготовленої поверхні тоненьким шаром припою.
Із саморобним жалом операція трохи ускладнюється. Мідь – матеріал досить м'який. Сам процес паяння – це дифузії молекул припою у поверхневий шар матеріалу мідних дротів чи виводів радіо компонентів, що і забезпечує надійне, міцне з'єднання. Втім, не забуваймо, що жало паяльника теж мідне і розплавлений припій дифундує у матеріал жала, знижує температуру плавлення поверхневого шару міді, виплавляє її утворюючи з часом на ній каверни (раковини). Тому для мідного жала рекомендується слідкувати за його станом, періодично відновлюючи форму робочої частини, періодичність такої операції залежить від частоти використання паяльника. Втім, існує метод збільшення твердості матеріалу і, як наслідок, зменшення швидкості утворення каверн на мідному жалі, тобто, швидкості його зношення. Саме за допомогою такої технологічної операції і слід  підготувати саморобне мідне жало, це, при бажанні, можна зробити і з магазинним не хромованим. Отже, для того щоб збільшити твердість жала, його слід нагартувати. Ця проста операція, для
підготувати саморобне мідне жало, це, при бажанні, можна зробити і з магазинним не хромованим. Отже, для того щоб збільшити твердість жала, його слід нагартувати. Ця проста операція, для  якої нам знадобиться ковадло і молоток, дозволить нагартувати робочу частину жала, надавши йому потрібну нам форму і одночасно зробити його твердішим, з усіма наслідками такої операції. А далі діємо, як у попередньому абзаці – зачищаємо потрібну робочу частину жала личкувальним напилком, надаючи їй остаточної потрібної форми і одночасно готуючи до залуження.
якої нам знадобиться ковадло і молоток, дозволить нагартувати робочу частину жала, надавши йому потрібну нам форму і одночасно зробити його твердішим, з усіма наслідками такої операції. А далі діємо, як у попередньому абзаці – зачищаємо потрібну робочу частину жала личкувальним напилком, надаючи їй остаточної потрібної форми і одночасно готуючи до залуження.
 Нижче вигляд готового нагартованого, залуженого жала, так воно називається саме так, як ви і подумали – "викрутка". Одна з форм робочої частини жала, досить зручна для роботи з масивними, габаритними компонентами та дротами.
Нижче вигляд готового нагартованого, залуженого жала, так воно називається саме так, як ви і подумали – "викрутка". Одна з форм робочої частини жала, досить зручна для роботи з масивними, габаритними компонентами та дротами.
Таку операцію можна провести і з хромованим мідним жалом, але тоді зруйнується шар покриття і мідь почне окислюватися утворюючи непривабливий не вигляд шар чорного нагару-окислу. До речі, таке чорне покриття на мідному жалі не варто видаляти, це нічого не дасть окрім шкоди. У будь-якому випадку розігріта мідь буде реагувати з киснем повітря, який, як відомо, чудовий окисник. Тобто, на місці видаленої чорної плівки утвориться нова, знову видаляємо – знову нова і так до стоншення жала, і зміни його теплових характеристик. А от сама по собі плівка окислу є добрим захисним бар'єром для подальшого окислення жала. Саме з метою запобігання окисленню міді, жала і хромують.
 Ще одна порада. Не залишайте гвинти затискача жала надовго без уваги, можуть пригоріти намертво. Тому їх слід інколи покрутити.
Ще одна порада. Не залишайте гвинти затискача жала надовго без уваги, можуть пригоріти намертво. Тому їх слід інколи покрутити.
Щоб ви зрозуміли різницю між хромованим та не хромованим жалом, наведу для прикладу фото. На ньому досить добре видно чорний окисел на мідному жалі та просто змінений колір покриття на хромованому. Втім не забувайте, таке покриття теж не вічне. Воно з часом вигорає, з усіма наслідками для оголеної міді. Вічних жал не існує, зношуються і виходять з ладу навіть найякісніші!
Я вже писав про утворення на робочій частині жала каверн під впливом розплавленого припою. На попередній світлині, на робочому кінчику жала існує такий недолік. Для робочого жала каверни шкідливі, бо призводять до збільшення кількості припою на ньому, який потім хлюпає здоровенною краплею на місце паяння, що не завжди доречно. Саме від таких каверн слід позбуватися, підтримуючи жало у належному робочому вигляді. Це дозволяє чітко контролювати кількість припою.
А от на тому жалі, яке ви роздивлялися, я каверну не чищу навмисне. Це жало у мене передбачене для випаювання компонентів із непотрібних друкованих плат, розпаювання непридатних конструкцій. Чим воно зручне? Після нагрівання паяльника, коли припій у каверні розплавився і заблищав, я збиваю його у металеву коробочку, призначену для збору залишків припою, постукуючи жалом по її бортику.. Далі, приставляю жало до місця розпаювання, утримуючи плату вертикально, а поверхню жала під кутом трохи більшим за прямий і розплавлений припій стікає у каверну. Знову його струшую до коробочки і повторюю о операцію з іншим місцем. З часом у коробочці для збирання припою накопичується така кількість його кульок, що вистачить для спаювання нової конструкції. Зручно і економічно вигідно.
Звісно ж цей спосіб не придатний для роботи із сучасними моно-платами (багатошарові материнські плати міні та мікро АТХ, плати ноутбуків), де монтаж виконано припоями без вмісту свинцю. Такий припій досить тугоплавкий і технологія роботи з ним вже не для аматора-початківця. Там вона трохи інша, має свої хитрощі.
Це все добре, але ми з вами розглядаємо ідеальний паяльник. На жаль практично такі паяльники трапляються досить рідко. Що означає ідеальний паяльник? Це той у якого температура нагріву жала відповідає потребі, тобто, вона – ідеальна. А як же визначити ідеальну температуру нагріву? Ідеально нагріте жало мусить брати на себе припій і утримувати якусь його частину у вигляді розплавленого шару, що має блискучу поверхню. "Холодне" жало набирає припій ковтяхами, які виглядають рихлими крупинками матово-сірого кольору. Перегріте жало або взагалі не утримує припою, або він перегрівається вкриваючись жовтувато-іржавою плівкою. До речі, на жалі з ідеальною температурою, до того ж, на поверхні розплавленого припою, якийсь час утримується, не вигораючи, краплинка розплавленої каніфолі.
 Звісно, температуру жала у обраного нами паяльника в деяких межах можна регулювати глибиною вставляння жала у нагрівач. Втім, найкращим способом боротьби з перегрівом, є використання регулятора потужності. У паяльних станціях такий регулятор вже існує з самого початку, а от нам потрібно буде його зробити.
Звісно, температуру жала у обраного нами паяльника в деяких межах можна регулювати глибиною вставляння жала у нагрівач. Втім, найкращим способом боротьби з перегрівом, є використання регулятора потужності. У паяльних станціях такий регулятор вже існує з самого початку, а от нам потрібно буде його зробити.
Якщо аматор може собі дозволити певні витрати, гарним придбання для нього буде паяльник з регулятором вмонтованим безпосередньо у руків'я. Він, до того ж, має зручне для нас кріплення жала за допомогою гвинтів.
В Інтернеті побутує такий вислів: "Радіоаматори легких шляхів не шукають". Це звісно – жарт. Втім, у кожному жарті є частинка правди. Ніщо не приносить такого задоволення аматору, як власноруч виготовлена конструкція. Тож виготовлення регулятора потужності для паяльника, буде чи не найпершою нашою самостійною роботою!
Які ж паяльники знадобляться для роботи аматору?
Той паяльник, який я вам рекомендував має потужність 30 ватів. Це робочий паяльник аматора, для нього достатньо потужності в межах 25-30 Вт. Таким паяльником проводять основну масу роботи. Це паяння і розпаювання друкованих плат, а у подальшому, при набутті навичок, навіть робота із SMD компонентами.
Але на практиці зустрінуться деякі елементи, що мають товсті виводи. Виникне необхідність залудити чи спаяти товсті, потужні силові дроти. Такого паяльника буде замало, його потужності не вистачить на прогрівання масивного елементу. Тож у пригоді стане потужніший паяльник, ватів на 60-80.
 Ну і непогано було б завести паяльник потужністю ватів з 200. Такий паяльник найчастіше використовується для спаювання пластин фольгованого текстоліту при виготовленні корпусів конструкцій. Розпаювання чи паяння особливо масивних деталей. При використанні спеціальних активних флюсів, твердих припоїв, а інколи навіть і додаткового прогріву газовими пальниками, за допомогою такого паяльника можна виготовити цілком пристойний корпус із листового матеріалу. Особливо зручна для таких робіт біла жерсть, тобто луджена бляха. Непогано паяється і оцинковане залізо. Звісно ж, такі роботи слід проводити лише на відкритому повітрі!
Ну і непогано було б завести паяльник потужністю ватів з 200. Такий паяльник найчастіше використовується для спаювання пластин фольгованого текстоліту при виготовленні корпусів конструкцій. Розпаювання чи паяння особливо масивних деталей. При використанні спеціальних активних флюсів, твердих припоїв, а інколи навіть і додаткового прогріву газовими пальниками, за допомогою такого паяльника можна виготовити цілком пристойний корпус із листового матеріалу. Особливо зручна для таких робіт біла жерсть, тобто луджена бляха. Непогано паяється і оцинковане залізо. Звісно ж, такі роботи слід проводити лише на відкритому повітрі!
Ще існують газові паяльники. Ви вже зрозуміли, що такі паяльники зручні для роботи у похідних умовах, де відсутня мережа живлення. Інколи виникає потреба, скажімо, попрацювати з антеною на даху, чи ще якась ситуація.
На цей раз досить.
Наступна сходинка про індуктивності та індуктивні компоненти.
Також продовжу огляд технології паяння, поясню, що таке флюс, припій, які вони бувають, коли застосовуються.
До зустрічі.
Автор статті: Володимир Пустовіт
Коментарі до статті
mikaleus
Є помилка у формулі для розрахунку загальної ємності послідовно з'єднаних кондесаторів. У Вас написано: С заг.пос. = 1/С1+1/С2+1/С3+1/С4 + … 1/Сn а має бути: 1/Сзаг.пос. = 1/С1+1/С2+1/С3+1/С4 + … 1/Сn У Вас: С заг.пос. = 1/С1+1/С2 - це не правильно!!! має бути: 1/Сзаг.пос. = 1/С1+1/С2, але загальний результат: Сзаг.пос. = (С1•С2)/(С1+С2) Будь ласка відредагуйте свою статтю, бо за нею слідкують багато новачків й прикро буде, якщо вони запам'ятають неправильну формулу.
e.kurasov
Доброго дня, дуже вдячні Вам за коментар! Після отримання згоди Автора матеріалу зможемо внести корективи в текст допису.
p.volodmir
Спасибі за помічену помилку, вона буде обов'язково виправлена. На жаль, інколи трапляються такі казуси.
e.kurasov
Допис відкорегував :)